At most plants, the biggest challenge in tuning PID controllers is to reject process disturbances. However, in many PID controller’s information regarding process disturbances is missing in the PID algorithms which drastically affects PID performance. Do you need to understand how to add that information in PID controllers? Check out this blog, about the benefits in feedforward in PID controllers.
Why feedforward is needed
In the process industry, PID loops are the base for controlling the key parameters of the plant. In general, control loops are tuned without any thought given to the situation where a sudden disturbance can affect the PV. Such disturbance can be, calorific value change for fuel gas, feed flow changes, feed quality change, etc.
Most PID control loops operate in Feedback mode, where any deviation in Process Value (PV) is corrected by its output (OP).
Feedforward Control is a more advanced control scheme which can act proactively if there are any known upcoming disturbances. This works along with feedback control. Feedforward control actions deliver a proactive response at the appropriate time and hence it can minimize the negative effects of the disturbance on the controller and may even remove the disturbance altogether.
When to use feedforward control
The majority of the PID control loops in the industry are feedback type only. Feedforward control is used rarely since, all in all, feedback control will take care of any disturbance in PV and bring it back to setpoint. The fact that feedforward can help to do disturbance rejection much better is often not seen or understood.
Not every condition is ideal for using ‘feedforward control. But in few cases, it can be beneficial, for example:
- Impact of disturbances upsets the complete plant including many downstream units.
- Feed quality changes have a large impact on the final product quality, leading to unnecessary blending, re-processing, or even off-spec products.
- Fuel quality change for furnace temperature control resulting in higher emissions, thermal stress on the equipment and lower production rates.
- Measured load changes on processes can be dealt with, much faster without upsetting the complete plant.

Two types of Feedforward control
There can be two types of feedforward control in PID controllers.
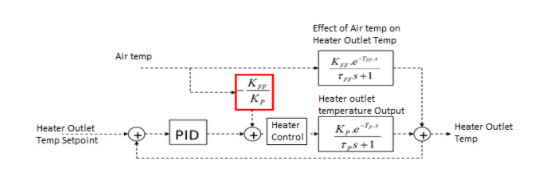
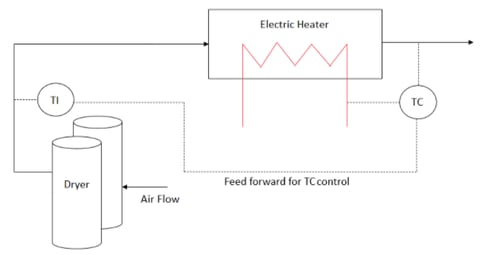
1. Static feedforward controlIn a static Feedforward control, the steady state gain of a unit change in the air inlet temperature to the outlet temperature is calculated and is then integrated in the temperature control output as shown in the figure below. It gives a kick in the right direction when the measurement changes but does not take into effect the dynamics of the measured change on the process.
2. Dynamic feedforward control
Dynamic Feedforward controllers consider the dynamics of the effect of a Feedforward variable in the process variable. As can be seen in the below figure, the algorithm takes into effect the first order response of the Feedforward variable with a time constant of Tff.
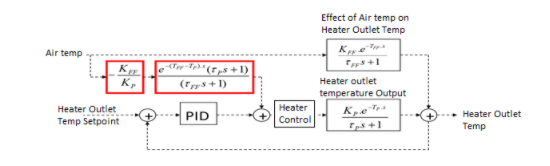
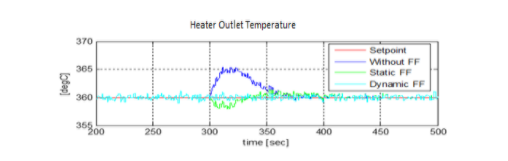
Figure shown below for a disturbance step change in a positive direction. This explains the difference in control when using normal feedback control (blue), static Feedforward (green) and dynamic Feedforward (light blue) control.

Feedforward case example
A typical example in industry for feedforward control is explained here for understanding on how it can benefit. Static Feedforward control is used in this case.
In a unit, hot air is used for catalyst regeneration. Air is flown through the dryer bed for moisture removal and then heated in the electric heater. The temperature control output is connected with electric heating.
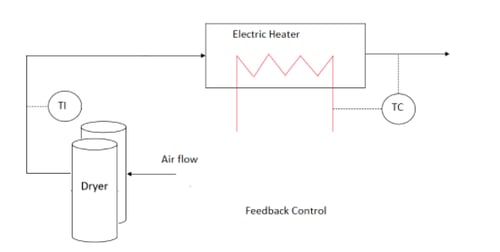
A typical dryer consists of two or more vessels packed with molecular sieves. As the wet stream is processed in one column, the other column is regenerating. Dryer bed switching is automated and executes every six hours. Whenever this dryer bed switching occurs, a dip and increase back in the temperature are observed.
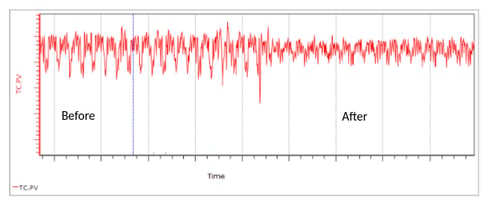
With a PID controller without feedforward mode, the dryer switching cycle can be observed as a dip and increase in temperature PV (TC.PV, blue) as shown in the figure below.
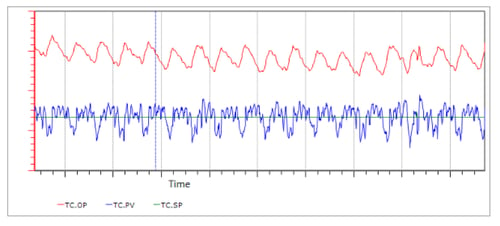
The PID controller should work much smoother if it would get information of this disturbance as to control the dip in future.
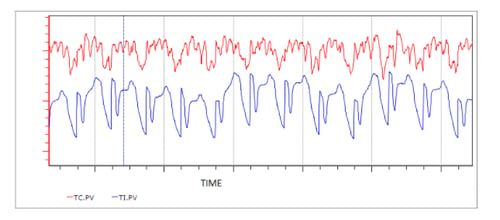
Here, we changed the configuration of the existing PID controller and added inlet temperature TI as Feedforward variable and configuration changed as following:
Using the AptiTune modelling tools, the steady state gain between Inlet temperature (TI) and outlet temperature (TC) PV is calculated as shown below.
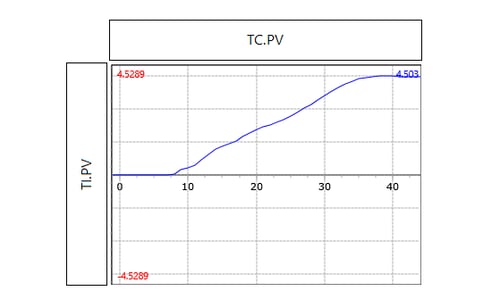
Using the AptiTune modelling tools, the steady state gain between Inlet temperature (TI) and outlet temperature (TC) PV is calculated as shown below:
Limitations feedforward control
Feedforward controller implementation can be challenging when
- The process’ behaviour is not thoroughly studied and understood
- Measuring the disturbance variables are difficult
- Too many disturbance variables to account for
A poorly designed Feedforward controller can sometimes amplify the effects of a disturbance and make the PID controller’s job more difficult.
Stabilize your plant with variations of feedforward control
A thorough study of the process can give us information on whether a disturbance variable can be helpful for a PID control. Impact of the same can be calculated using MPC modelling tool, which can be then further used for Feedforward Control. As shown in the example used here, this can be a useful handle to reduce variations and improve PID control.
Do you want to learn more about other variations of Feedforward controllers or want to learn about using PID tuning software to capture its response, learn more about how it stabilizes your plant and reduces alarms and operator interventions? Read one of our case studies here

Do you like to know what INCATools PID tuning software can offer you?
Request your demo here.
