Hydrogen is one of the key raw materials used in the refinery. It is used in various process units: Hydrocracker, Aromatic plants, to name a few. Since the process is dynamic, the demand for H2 keeps on varying, and excess is vented out either to fuel gas or to flare to control the Header pressure. The good news is that the venting of the H2 can be reduced. In some cases, it can be reduced to close to zero.
Hydrogen Header Pressure Control
One of the key aspects of reducing the venting is to control the header pressure as close to the setpoint as possible. If the process value is lower than the setpoint, you cannot meet the demand of the refinery. If it goes above the setpoint, then it goes to the vent header.
The operators often control the header pressure by continuously adjusting the feed flow to the Hydrogen unit. However, since the demand is dynamic, an operator needs to monitor the demand and supply and make changes accordingly constantly. It is impossible to control it manually to ensure there is no Hydrogen loss.
Possible Solution: Base layer control. But how to configure it?
One of the easiest solutions to control the header pressure is to have a master-slave control where header pressure is a master controller which writes to the feed flow to the Hydrogen unit. However, since it is feedback control, it cannot act based on the demand changes.
A more complex solution is to include a network of consumers in the PID control so that the PID control can act proactively.
Another solution is to have feedforward-feedback control along with having separate header pressure controllers for supply and vent.
INCA Tools- Aptitune: Saves time and money too for tuning the controllers
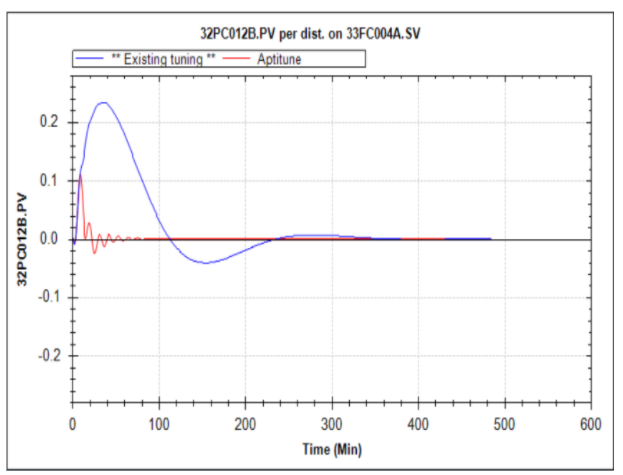
The figure shows changes in header pressure when a disturbance is occurred.
As can be seen from the figure, tuning values from Aptitune reduces variations in header pressure thereby limiting losses of H2 to the vent.
An AptiTune user can use In-Built features of INCA Aptitune like Disturbance Weight (DW), OP Weight, Max PV overshoot, Nicholson factor to tune the controllers. For example, Max PV overshoot limits overshoots in Process Value (PV) from Setpoint. However, it may lead to faster action in slave controller like feed flow in the given example.
These features are used based on process knowledge and operations requirement. A good use of such features helps the user to tune the controllers as per process requirements. In some plants, acting fast on the disturbance is desirable (acting fast on the feed flow to the reformers to reduce venting of H2, (Economics over feed flow variations) ). In others, operations may be ok to act slowly on disturbance if that does not disturb the process (feed flow variations affect upstream supply side, which is not desirable (Reduction in Feed Flow variations over economics)).
Aptitune helps users tune controllers based on operations requirements.
To know how In-Built features of our Aptitune tool can help you find the right tuning, contact us. We are happy to advise you.

