From furnace or boiler efficiency point of view, excess air control is very important to be set up correctly. When there is too much air in the combustion process, additional fuel is being burned to raise the temperature of this excess air to the combustion temperature. Excess air absorbs the heat that goes up the stack, rather than in the process. To control the excess air to its minimum level, it's required to control it tightly in a “safe way”. If there is not enough air being introduced into the combustion process, all fuel will not be burned and, consequently, it will be lost up the stack in the form of combustibles. Not only does this result in an obvious waste of valuable energy, safety and pollution hazards are created.
Discover in this blog how to reduce specific energy consumption of furnace or boilers by implementing the correct control strategies.
Control objectives of furnace or boilers
In case excess air control scheme is not designed correctly or if PID tuning or control issues, excess air control cycles up and down around its set point. This forces the operators either to operate the control scheme in Manual or to operate it at high excess air. Controlling excess air is the most important tool for managing the energy efficiency and atmospheric emissions of furnace or boiler system.
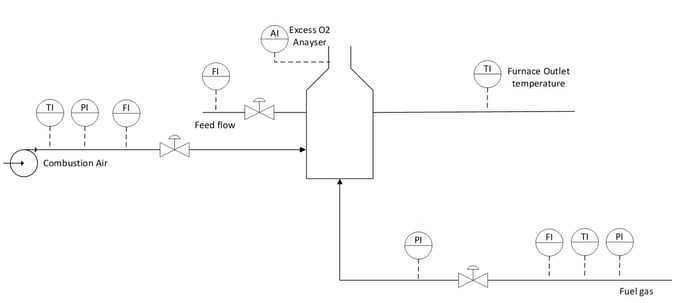
Besides the furnace feed flow control scheme, other important objectives are the control of the furnace outlet temperature and maintaining the correct stoichiometric Air to Fuel gas ratio. There is a natural tendency that operators keep a higher excess air than required to make sure that all the fuel is burned completely with the excess of air. To measure excess air in the furnace an excess oxygen analyser is provided to measure the excess O2 in flue gases. In cases where the excess oxygen analyser is not available or not reliable, the air/fuel ratio must be monitored to prevent the burners from operating incorrectly and affecting combustion. The figure below shows the typical instrumentation provided in a furnace.
Controlling the furnace outlet temperature while maintaining a safe Air to Fuel ratio is at the top priority. Typically, a minimum of 1-2 % excess oxygen is recommended for optimizing the furnace operation and reducing the fuel consumption. To achieve this, excess oxygen DCS control scheme should perform correctly without any oscillations and must reject the disturbances quickly. Main disturbances come from feed flow, feed inlet temperature, Fuel gas calorific value or fuel gas header pressure.

Control strategy of combustion control scheme
To control the heater outlet temperature tightly while minimising the excess oxygen to its minimum allowable limit a properly designed control scheme needs to be implemented in the DCS. To achieve this, following control scheme has been proposed. This scheme automatically and continuously adjusts the air flow so that the optimal air to fuel ratio is maintained at all times and under load varying conditions. In addition, there is a pressure and temperature compensation for fuel and air flow meters.
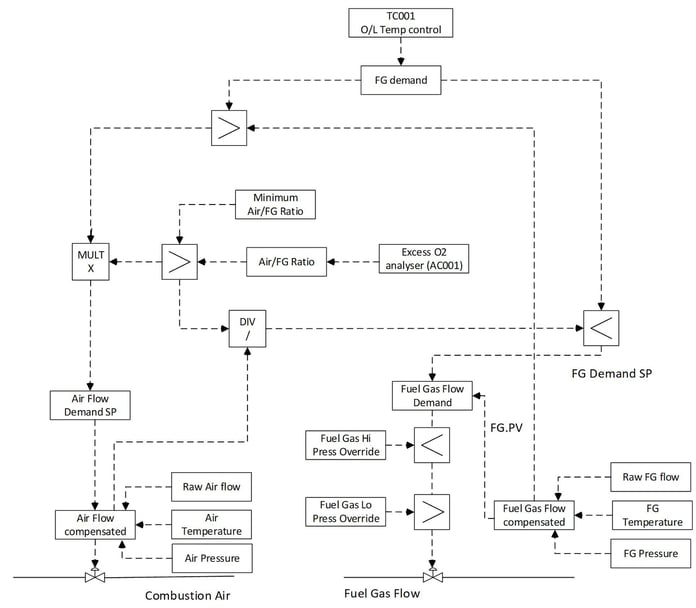
Major highlights of the recommended control scheme are:
- On increase in fuel demand, first Air flow will increase and then Fuel will follow to avoid any low Air to FG ratio.
- On reduction of fuel demand, first fuel flow will reduce and then air flow will follow.
- Compensate air flow with Air temperature and pressure.
- Compensate fuel gas flow with fuel temperature and pressure.
- High and Low Fuel pressure override control to avoid furnace trip on low or high fuel pressure.
- Minimum Air to fuel gas ratio override control.
- Provision of Bias in Air to fuel ratio
Implementation of combustion control scheme in DCS
The control scheme design for each furnace or boiler may change a bit depending on the process, but the main control objectives remain the same. Any modification in the existing control scheme needs to seamlessly interface and interact with existing DCS controls without exceptions.
This proposed scheme can be implemented easily in DCS by using the standard DCS blocks and calculations. Other than implementing a correct control scheme, it's equally important to tune the PID loops correctly. AptiTune calculates the right parameters so that you don’t have to look at it again. In the end, the software helps you achieve the desired result faster.
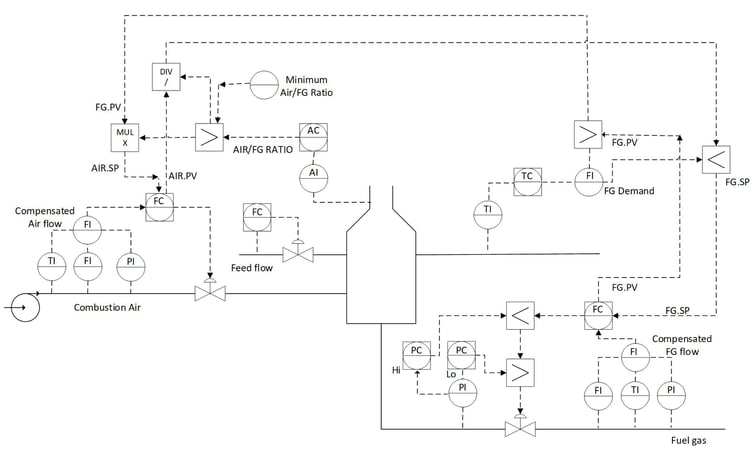
Following figure shows the implementation of combustion air control scheme in DCS.
Benefits of reducing excess air in your furnace
By implementing the automatic excess O2 control scheme in DCS, Energy (fuel) savings can be achieved by reducing and controlling the excess O2 in the flue gases. These fuel savings also results in a reduction of CO2 emissions. Most of the industrial process use natural gas as fuel. The actual annual savings in fuel consumption in $ value depends on several operating parameters like firing rate, temperature of exhaust temperature, cost of natural gas ($/MMBTU) and number of operating hours in a year. Energy saving varies from 5% for low temperature process to 20% for high temperature processes by controlling the excess air to a minimum allowable level.
As an example take a crude feed furnace, operating at a firing rate (fuel) of 4000 Nm3/hr, a crude feed rate of 600 nm3/hr and temperature of 370DegC. By reducing excess oxygen level by 0.3 %, the estimated cost of fuel saving is 25,000 MMBTU/year considering 330 days of operation in a year. Assuming a cost of fuel of approximately 3 $/MMBTU results in fuel benefits of 75,000 $ per annum. Other than the tangible benefits, other intangible benefits of controlling the excess O2 in DCS are:
- Reduction of CO2 emission in atmosphere
- Less operator intervention
- Less alarms
- Protection from sudden furnace fuel gas pressure fluctuations.
- Reduced Hazards
Do you want to learn more about or PID tuning software, how it stabilizes your plant and reduces alarms and operator interventions? Request a 30-minute live demo and gain insights into what you can achieve with INCATools PID Tuning. It’s all you need to get your PID tuning the first time right.

